何を探していますか?

1. プラスチック部品の分析
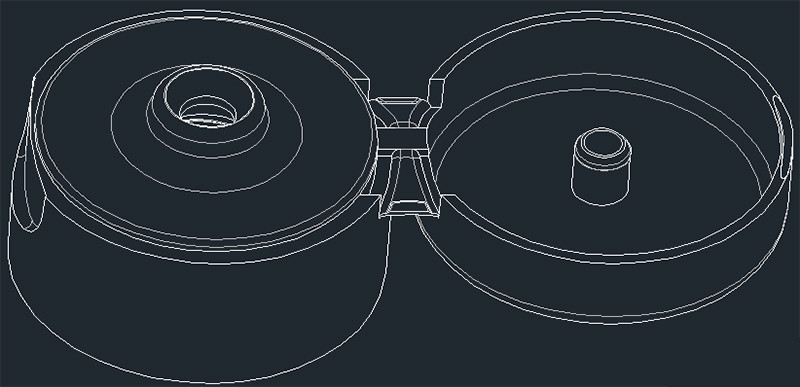
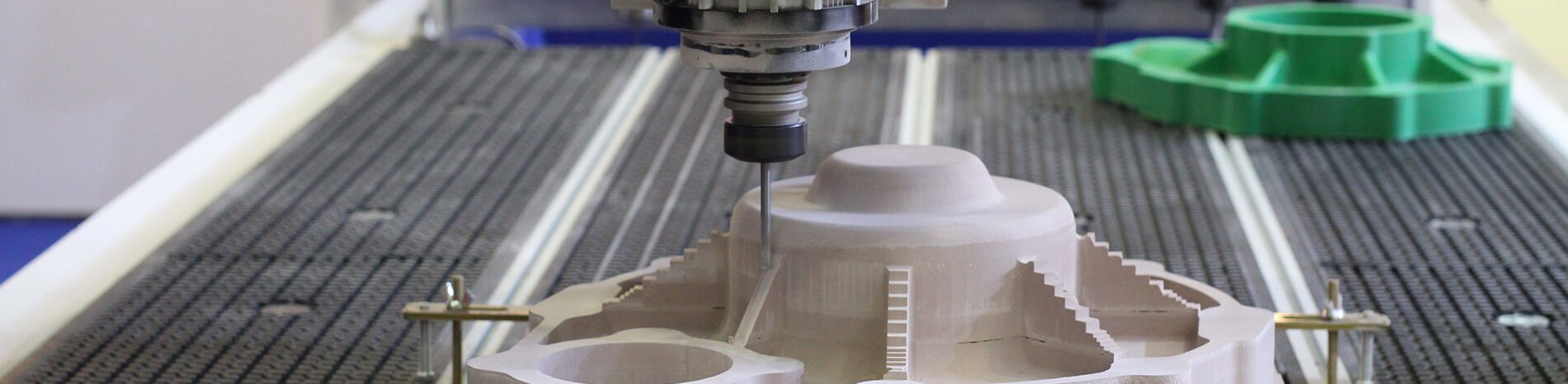
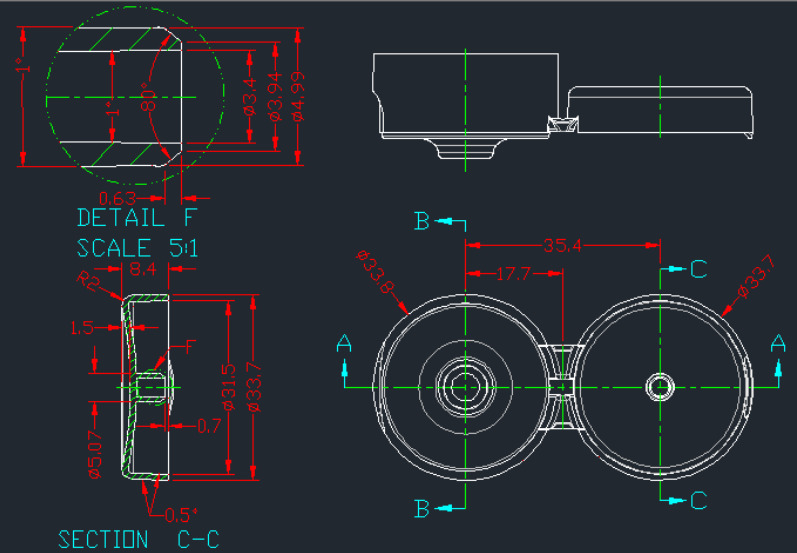
ちょう結びのクラムシェルは 図 に示すとおりです。素材は PP ですこれは15です % 収縮率で 。 PP は結晶性プラスチックであり、材料は優れた柔軟性と高い膨張率を備えています 速度 流動性、吸湿性、耐折性に優れていますが、成形収縮範囲が広く、収縮率が大きく、収縮、へこみ、変形、強い方向性があります。 これら に基づく係数、成形パラメータ すべき 厳密に管理する 中 注射。
製品のパーツは に に分割されています上部カバーと下部カバー、および上部カバーと下部カバーの接続は、典型的なプラスチックのヒンジ接続であり、蝶の形に似ているため、弓 フラップ と呼ばれます。 これ ある種のフラップは何度も開閉でき、 一度 成形する必要があります。シャンプーやシャワージェルなどの洗剤に広く使用されています。製品の美観を改善し、液体を防ぐために から こぼれると、下部カバーの口にはリング状のリブがあり、上部カバーと下部カバーの小さな穴は正確に一致しています。外観は滑らかである必要があり、明らかなパーティング面の接合は許可されていません。 いつ 上部カバーは開閉され、適切な感触と気密性を備えた柔軟性があり、 自動的に所定の位置に配置される必要があります。 各プラスチックパーツの弾力性はバランスが取れており、見た目も良いです。
2. 金型設計計画
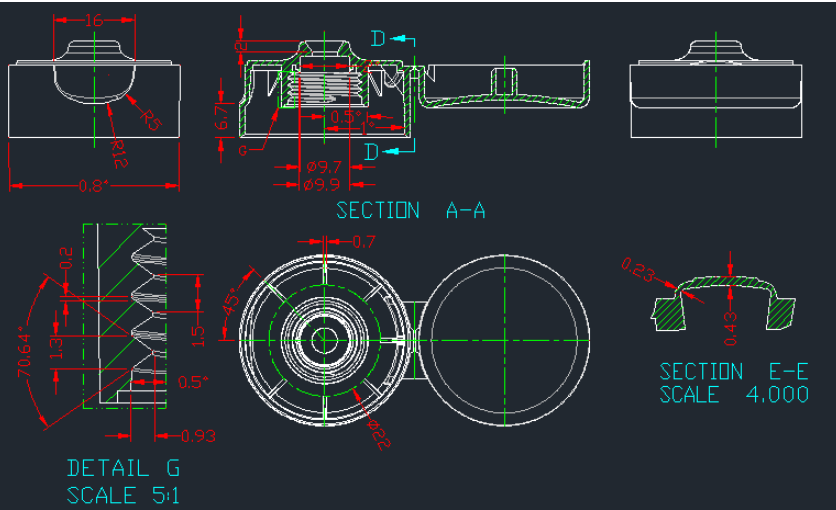
(1)プラスチック パーツは 大量 製品。 宛先 プラスチック部品の表面に刻み目が付かないようにして均一な送りを確保し、金型は潜在ゲート送りを採用し、ゲート位置は上下カバーの下部カバー部分で選択されます バックル。 製品が 閉じられた後、接着点は明らかではありません。
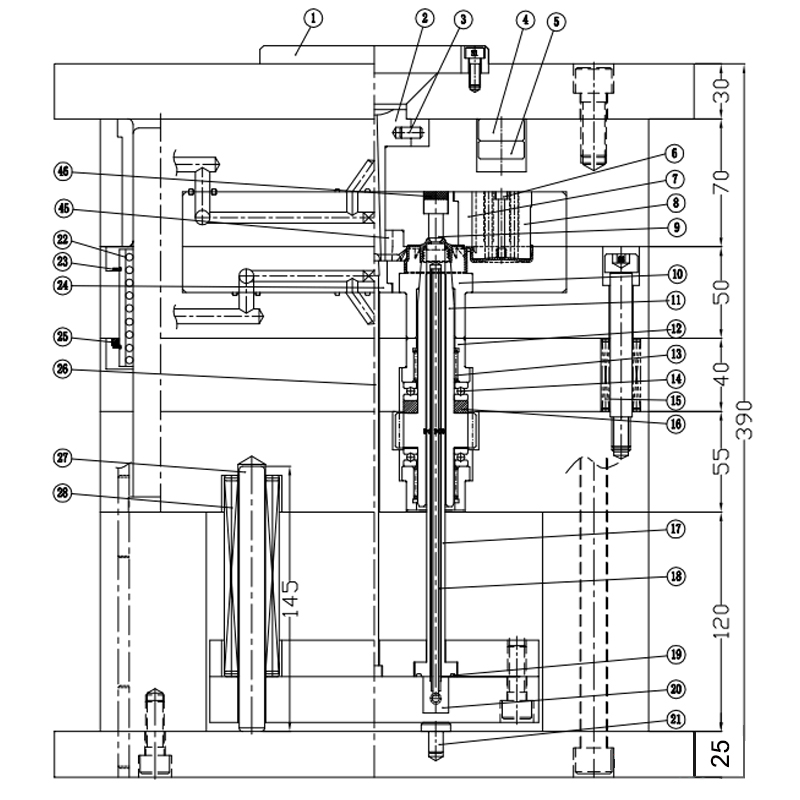
(2) 宛先 プラスチック部品の表面に目地が付かないようにしてください。プラスチック部品の上部カバーと下部カバーの輪郭部分はすべて可動金型で設計されています。パーティング面の選択は、金型 図 に示されています。 以来 アッパーカバーの内面が固定金型内にある場合、製品は金型にくっつきます いつ 金型が開いているため、排出構造は固定された金型で設計されています。 3つのキャビティはエジェクタプレートのセットを共有し、各キャビティは4つのエジェクタピンで固定されています 31. 固定金型排出プレートの排出は、黄色のばね30の弾性力に依存し、固定金型排出プレートの戻りは、プレートを押し戻すために戻りピン32に依存している。
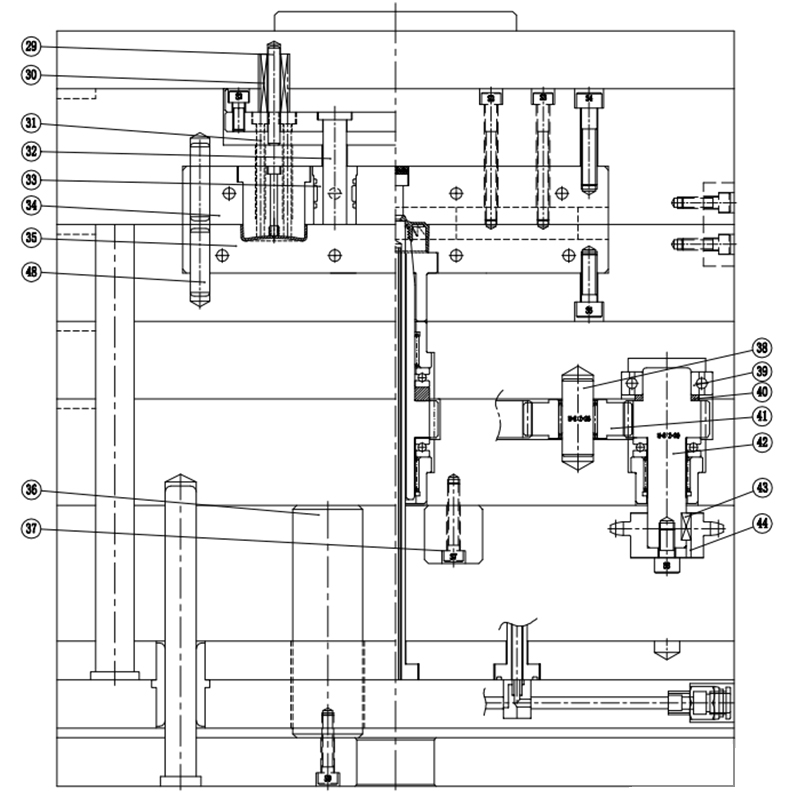
(3) 以来 プラスチック部品の下部カバーの可動金型にはねじ山があり、油圧モーターは ねじ山を外すように設計されています スレッド、およびスレッドはサイズギア ドライブを介してアンロードされます。
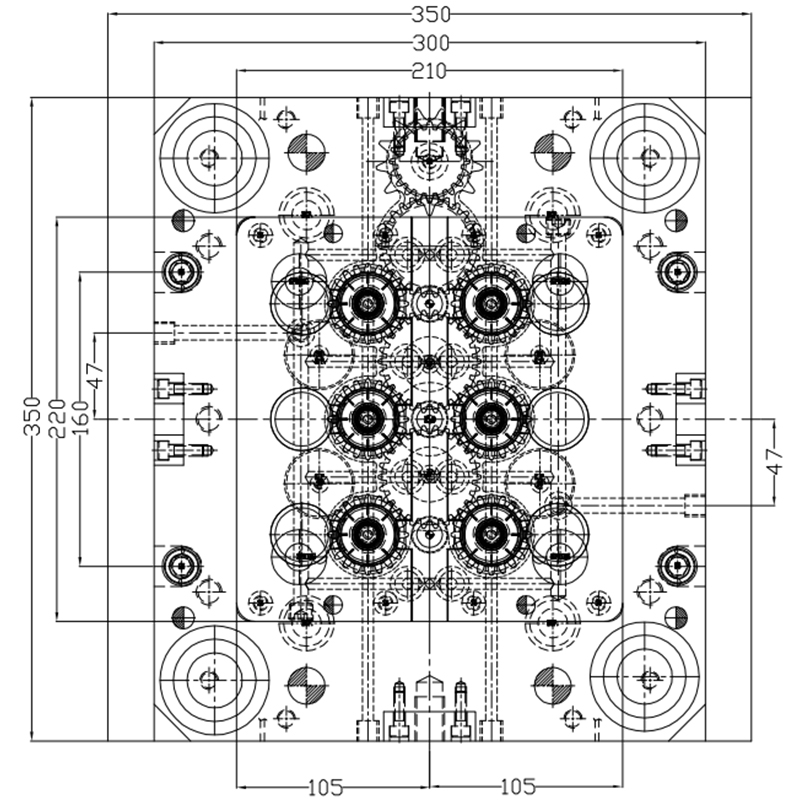
(4) 金型のランク付けは1 * 6で、大量生産の要件を満たすことができます。
(5) 宛先 動的および固定金型クランプの精度を確保し、金型ブランクの4つの側面に4つの精密位置決めサイドロックが設計されており、 金型をガイドします。
(6) プッシュプレートはボールガイドスリーブで設計されており、ガイドコラムは オイルフリー を採用しています。正確なガイダンスのための溝タイプのリニアガイドカラム
(7) 可動および固定モールドコアは十分な水輸送のために設計されており、可動内部モールドインサートには冷却効果を確保するための冷却水パイプがあります。
(8) 金型はモジュール2の標準ギアを使用し、ベアリングもメンテナンスを容易にするために標準部品を使用しています。
3. カビの作用分析
いつ 金型が開かれ、パーティング面が開かれ、製品が可動金型に追従し、サイクロイド油圧モーターが作動し、回転コアが回転してギアトランスミッションを介して製品を金型から押し出し、プッシュプレートが同じ 時間。 ノズル材料がシンブルから排出され、噴射サイクルが完了します。
4. 概要
製造後の実践により、金型の設計が合理的であり、大量生産の要件を完全に満たしていることが証明されました。参照として使用できます いつ 同様の 金型の設計

 日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español 한국의
한국의 ไทย
ไทย Indonesia
Indonesia IPv6 ネットワークがサポートされています
IPv6 ネットワークがサポートされています