日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español 한국의
한국의 ไทย
ไทย Indonesia
Indonesia方法 お手伝いできますか
あなた あなたに都合の良い方法で私達に連絡することができます。 私たち 24日利用可能 / 7 経由 メールまたは 電話
お問い合わせ
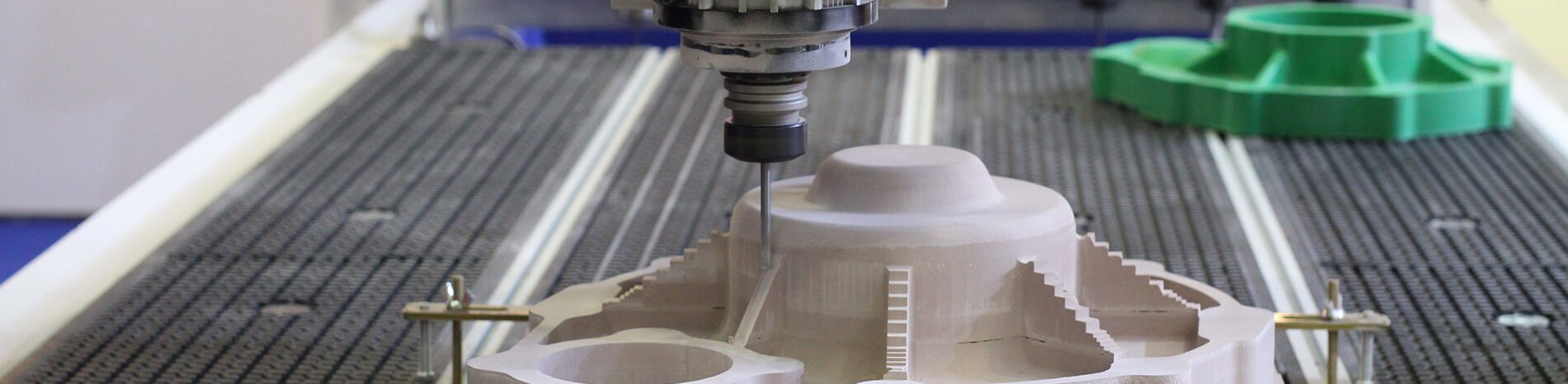
の品質 型 製品の品質、生産効率、コストに直接関係しています。 私は しない 考える みんな 同意しません。 金型の品質は、トライアル金型を通じて問題を見つけて解決する必要があるため、トライアル金型プロセスは金型にとって非常に重要です 企業
1. 金型ドライラン テスト検証 カビ アクション
1)。 低圧下での金型の開閉の検査 圧力:
a。 金型は、高速、中速、および 低速で3回開閉されます。 中 開閉工程において、異常音はありません。ブロッキングがあります 現象; 金型の開閉動作がスムーズで、 干渉がありません。
2)。 金型射出システムの検査 (アンダー 低圧 圧力)
a。 アイテムは、高速、中速、および 低速で3回排出されます。 チェック かどうか 異常な 現象があります。
b。 飛行機のイジェクターが排出された後、 かどうか 負けるか ジャム。 c。 かどうか 傾斜したシンブルまたは取り付けられたシリンダー用の位置決めピンを追加するには Xuan 緩みや 回転を防ぐため。
d。 イジェクトシステム ( 異常なノイズと震えがあるかどうか いつ エジェクタピンまたはエジェクタブロックが 排出されるか
3)。 モールドリセットの検査
a。 金型は、高速、中速、低速で3回リセットされ、 リセットできるかどうかを確認します。 リセット後、傾斜したシンブルの端は より高くありません 0.1mm または金型と同じ高さにします コア。
b。 かどうか 指ぬきは一列に並んでいます いつ 排出された If アクションが干渉するかどうか スライダーは 位置に戻ります。
c。 金型にはシンブルリセットデバイスが装備されています。
2. キャビティ注入のバランスのテスト
1)。 継続的に資金を調達して5つの型を作り、重量を量ります それら 重量;
2)。 各 型; の各製品の重量を記録します。
3)。 注入量を減らし、3つの金型を20%、50%、および 90% で満たします。順番にサンプル
4)。 上記の各製品の重量を量り、記録します 上記;
5)。 もし 製品の現在の重量と最小および最小重量の差は より小さい 2%、それは 許容可能です。 もし それは単一の空洞の型であり、接着剤のバランステストは すべき また、 完了します。
3. 最適な冷却時間を決定する方法
1)。 いつ 射出成形プロセスの条件は、製品がいっぱいになった後、冷却時間を見積もり、最初に長い冷却時間を選択して製品が完全に冷却されるようにし、3つの金型を打ち、そのサイズを測定するのに適しています。各冷却時間から射出成形された製品のサイズ すべき プラスチック部品が完全に冷却された後、15分間測定されます
2)。 最適な冷却時間を決定するための基礎 すべき に に連れて行かれる 製品の寸法安定性を説明します。





 IPv6 ネットワークがサポートされています
IPv6 ネットワークがサポートされています